| 摘要 |
如今,益生菌制品在世界范圍內方興未艾,由於其獨特的生理特性,提高益生菌的活性是充分發揮其效用的關鍵。氧是直接威脅益生菌的重要因素,從包裝技術角度來說,選擇阻氧性高的包裝材料、采用合理的包裝形式,如脫氧包裝,並加強對包裝整體阻隔性、密封性和內部氧氣含量的控制,均有助於保持益生菌的存活力,延長其活菌的保存期。 |
| 關鍵詞
|
益生菌、氧氣、阻氧性、包裝
|
| 文檔 |
文檔下載 |
如今,隨著人們健康意識的增強,益生菌及其相應制品越來越獲得更多的關注,其作為功能性食品的添加劑或醫藥制劑,在食品和醫藥領域發揮著重要作用。根據2002年歐洲食品與飼料菌種協會的定義: 益生菌是一種活的微生物,通過攝入充足的數量,對宿主產生一種或多種特殊且經過論證的功能性健康益處。
一、益生菌的種類及特點
目前作為的益生菌所使用的微生物全部來源於人體或動物,研究和應用最多的當屬乳酸杆菌和雙歧杆菌,包括:嗜酸乳杆菌、鼠李糖乳杆菌LGG、羅氏乳杆菌、植物乳酸杆菌、 酪乳杆菌、詹氏乳酸杆菌、短雙歧杆菌、長雙歧杆菌、兩歧雙歧杆菌等。研究表明,這些益生菌具有改善腸道功能、增強免疫系統、抗癌、抗高血壓,以及降低膽固醇的功效。無論其作為制劑還是功能性食品的添加劑,若要充分發揮上述功能,都需要滿足兩個條件:(1)益生菌被攝入時必須是活的,並且在腸胃中保持活性;(2)被攝入的活的益生菌細胞應達到一定的數量。目前,這個最低數值在全球范圍內尚無標准,但通常來說,至少應達到106cfu/g。然而,由於益生菌自身的生理特性和環境因素的影響,益生菌制劑或含益生菌的功能性食品經過多重環節到達消費者手中的時候,益生菌活性已經大打折扣,因此如何保持益生菌的活性是重中之重。研究表明,選擇耐酸和耐膽汁的菌株、采用微膠囊技術將菌體細胞包埋在膠囊膜內、提高菌體耐惡劣環境的抗性、選擇合適的包裝技術等方法,皆可有效維持益生菌的活性。基於前面幾種方法已經獲得足夠的研究,本文將針對如何選擇合適的包裝技術進行分析。
選擇合適的包裝技術,首先需要了解益生菌自身的生理特點。在益生菌的所有菌種中,使用最廣泛的當屬乳酸杆菌和雙歧杆菌,二者分別為微好氧菌和專性厭氧菌,氧對於二者,尤其是後者的生存,具有致命的危害:(1)對益生菌細胞具有直接毒性;(2)部分益生菌在氧環境下會產生具有毒性的過氧化物;(3)針對益生菌作為成分的功能性食品,其他成分氧化產生的自由基同樣也會毒害益生菌的細胞。因此,嚴格控制氧含量是益生菌制劑及相關功能性食品自灌裝到銷售全程的一項重要工作。
二、控制氧含量提高益生菌活性的方法
(一)包裝材料的選擇
目前,益生菌制劑以片劑、粉劑為主,延伸到食品行業則主要為添加益生菌的酸奶制品和冰淇淋。從包裝材質來看,玻璃和塑料是當前使用最多的兩種材料,關於益生菌酸奶包裝的研究發現,相比玻璃容器,塑料容器中制作的酸奶中氧的溶解量高,而活菌數量卻低很多,塑料瓶中的起始雙歧杆菌的菌數僅為玻璃瓶的62.5%。因此,就材料自身對氧的阻隔作用而言, 玻璃無疑是最佳選擇。但玻璃的易碎,重量重等客觀原因,讓其推廣受限。相比之下,塑料制品質輕,耐沖擊等天然優點為其鋪就了大規模應用之路。通過自身改性或與不同材料的復合應用,完全可以彌補其阻氧性能的缺陷,成為如今益生菌及其相關產品的主要包裝材料。
從包裝形式來看,益生菌凍乾粉、顆粒多采用袋裝,而益生菌片劑、益生菌酸奶等相關產品多用瓶裝。作為益生菌的包裝袋,至少應具備三種基本功能,即可印刷、阻氧、可封合,因此建議采用多層復合薄膜(如圖1)。印刷和封合是包裝的基礎性能,因此復合膜外層采用印刷性好的BOPP、PET,內層多用具有良好熱封性的CPP、PE材料等。針對益生菌的阻氧需求,復合膜中間一層或多層可采用阻隔性能良好的材料,如鋁箔、EVOH等,以提高復合膜整體的阻隔效果。

當然,復合膜的阻氧性並非越高越好,能夠滿足實際的包裝需要即可,盲目追求高阻氧效果反而會帶動成本的增加。“阻氧性能數據化”是一種包裝材料阻氧性能監測有效手段,即借助氧氣透過率測試儀量化復合膜的阻氧性能,通過比較數據,選擇具有合理阻氧性的復合膜材質和結構。
(二)包裝整體的性能控制
1、 益生菌包裝整體的氧氣透過率
利用選定的包裝材料組成一個新的包裝系統後,該系統的阻氧性並不能簡單的等同於包裝材料的阻氧性,尤其是針對瓶類包裝容器。這主要由於三大原因:一是包裝材料的加工過程存在很多復雜因素,難以完全保證生產的包裝材料各部位的阻氧性均勻一致;二則益生菌包裝在流通、銷售環節所處的環境是動態變化的,有時會遭遇高低溫的情況,此時包裝整體的阻氧性與試驗溫度(23℃)下包裝材料的阻氧性存在很大的出入;三是包裝開口處存在泄漏的可能,引起氧氣的大量侵入。因此,需要借助針對容器的氧氣透過率測試儀器來監測包裝整體的阻氧性。
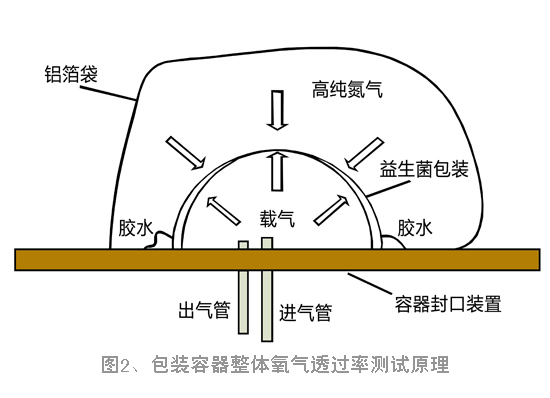
測試時,將益生菌包裝開口向下安裝在容器封口裝置上,用膠水將包裝與容器封口裝置連接處密封,如圖2,靜置4h以上,待膠水凝固後,將樣品裝到OX2/230氧氣透過率測試系統的控溫箱內,用鋁箔袋將容器封口裝置托盤以上的部位包好,開始試驗。此時,包裝內側為流動的高純載氣,外側與鋁箔袋之間的空間中流動的為高純氧氣。測試時,由於包裝內外側存在氧氣濃度差,氧氣由外向包裝內滲透,通過測試載氣中氧氣的濃度即可測出益生菌包裝整體的氧氣透過量。
2、 益生菌包裝整體的密封性
對於一個包裝來說,完整性是最基本的質量要求。如密封工序未做好,就喪失了包裝的基本作用。基於益生菌對氧氣的敏感性及貨架期的要求,其包裝對密封性的要求較高。在正式銷售前,應對包裝的密封工藝參數是否合適進行檢驗,並排查密封處是否存在薄弱部位。
測試方法為:用雙面膠將密封墊圈固定在包裝上,然後將LSSD-01泄漏與密封強度測試儀的充氣探針經密封圈插入包裝內,打開氣源即可開始試驗。多測幾次試樣,觀察破裂壓力和破裂部位,如壓力較小則說明包裝的耐壓性差或者密封性不良,而破裂部位即是包裝或者密封處的薄弱部位。
3、 益生菌包裝的頂空氣體分析
灌裝過程中,益生菌被封裝的同時,還會殘留了一定的氣體在包裝內,其中氧氣的多少在一定程度上影響著未來益生菌的活性,因此需要利用HGA-03頂空氣體分析儀或其他相關儀器,精確了解包裝內部空氣中的氧氣含量,並持續的跟蹤檢測以掌握其含量隨存儲時間的變化,以此為據制定對策有效減少包裝內殘留的氣體量。
(三)采用脫氧包裝
除了對包裝材料和包裝整體阻氧性的控制外,還有許多有效的阻氧方式可以嘗試,如脫氧包裝。它是指在包裝內使用能與氧氣發生化學反應或能催化氧發生化學反應的脫氧劑,以除去益生菌包裝內的游離氧,降低包裝內的氧濃度,抑制微生物的繁殖。該方法屬於化學方法,能將包裝內的氧濃度降到千分之一以下,使包裝內基本達到無氧的狀態。並且能不斷吸收通過包裝材料滲透進入包裝袋內部的氧氣,使加入脫氧劑的包裝袋內的脫氧效果持續有效,直至脫氧劑達到最大的吸氧量。脫氧劑不會與益生菌接觸也不會影響其活性,並且操作方便,不需要增添額外的設備。當然,為了保證除氧效果,雖然脫氧劑能持續吸收包裝內的氧氣,此類包裝也需要使用高阻隔的包裝材料,以免脫氧劑因過早飽和而失效。
三、結語
如今,益生菌制品在世界范圍內方興未艾,由於其獨特的生理特性,提高益生菌的活性是充分發揮其效用的關鍵。氧是直接威脅益生菌的重要因素,從包裝技術角度來說,選擇阻氧性高的包裝材料、采用合理的包裝形式,如脫氧包裝,並加強對包裝整體阻隔性、密封性和內部氧氣含量的控制,均有助於保持益生菌的存活力,延長其活菌的保存期。