| 摘要 |
PA/LDPE復合膜在熱封過程中常出現熱封不良的質量問題,本研究針對該問題采用多款熱封及拉力測試設備,固定熱封壓力及熱封時間(或稱為密封時間),結合熱封區域形態是否良好,選取可達到最佳熱粘強度及熱封強度的熱封溫度(或稱為密封溫度)。由此,為該復合膜或采用LDPE作為熱封層的復合膜使用企業在包裝過程中提供可參考的依據。 |
| 關鍵詞
|
PA/LDPE復合膜,熱封溫度,熱封性,熱粘性
|
| 文檔 |
文檔下載 |
劉東芳1 於佳佳2 陳欣2
(1. 國家包裝產品質量監督檢驗中心,濟南 250102;2. 濟南蘭光機電技術有限公司,濟南 250031)
在食品及醫療器械行業,PA/LDPE復合膜是較為常見的包裝用薄膜,因為PA具有較好的韌性及阻隔性,LDPE具有優良的熱封性[1-2]。但是PA/LDPE復合膜在應用過程中,卻經常出現熱封過度或其他熱封不良的現象,甚至在包裝線上出現熱粘性較差的包裝,導致包裝內容物變質或泄露等質量問題。上述問題大部分是由熱封溫度、熱封時間或壓力不合適引起,多數企業不了解所使用包材的熱封及熱粘性,甚至不知道所使用的包材材質,盲目的選擇熱封溫度等工藝參數,導致熱封過度等問題[3-5]。針對上述問題,我們選擇常用的PA/LDPE復合膜包裝作為研究對象,試驗研究其熱封性及熱粘性最優參數,采用相關拉力試驗機進行測試。通過固定延遲時間,測試試樣在不同溫度下的熱粘強度,並繪制熱粘曲線,從而得到具有良好熱粘性試樣的最佳密封溫度范圍。另外,通過固定熱封壓力、持續時間這兩個熱封參數,在不同熱封溫度下熱封試樣,測試熱封強度,繪制熱封曲線,確定PA/LDPE在良好熱封性能下的最佳熱封溫度范圍。上述研究可為采用LDPE作為熱封層的復合膜使用企業提供一定的生產參考。
1. 試驗
1.1 試驗設備
HTT-L1熱粘拉力試驗儀:濟南蘭光機電技術有限公司生產,密封溫度范圍為室溫 ~ 250 ℃,密封時間及熱粘時間均為0.1 s ~ 999.9 s,密封壓力為0.05 MPa ~ 0.7 MPa,試驗速度為100、150、200、300、500、hot tack六檔可選,力值量程為0 N ~ 200 N,0 N ~ 30 N,0 N ~ 50 N,0 N ~ 100 N四檔可選。適用於塑料薄膜、復合膜等包裝材料的熱粘性能的測試。同時也適用於膠粘劑、膠粘帶、不乾膠、膠黏復合品、復合膜、塑料薄膜、紙張等軟質材料進行剝離、拉斷等項目的試驗。
HST-H3熱封試驗儀:濟南蘭光機電技術有限公司生產,熱封溫度范圍為室溫 ~ 300 ℃,熱封時間為0.1 s ~ 999.9 s,熱封壓力為0.05 MPa ~ 0.7 MPa,該設備基於熱壓封口測試方法,可用於測定各種熱封復合膜的熱封溫度、熱封時間以及熱封壓力等關鍵參數。
XLW(EC)智能電子拉力試驗機:濟南蘭光機電技術有限公司生產,行程最大為950 mm,試驗速度為50、100、150、200、250、300、500七檔可選,力值量程為0 N ~ 500 N,0 N ~ 50 N兩檔可選。適用於塑料薄膜、復合材料、軟質包裝材料、塑料軟管、膠粘劑、膠粘帶、金屬箔、隔膜、背板材料、無紡布、橡膠、紙張等產品的拉伸、剝離、變形、撕裂、熱封、粘合、 穿刺力、開啟力、低速解卷力、撥開力等性能測試。
1.2 試驗步驟
本試驗采用常見的PA/LDPE復合膜作為驗證材料,測試其熱粘強度與熱封強度。
在驗證材料表面隨機選取10個位置點,測量其厚度,測量結果見表1。
表1 驗證材料厚度
測試次數 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 平均值 |
厚度(μm) | 97.3 | 98.0 | 97.9 | 98.2 | 98.0 | 98.4 | 99.2 | 99.4 | 98.9 | 99.1 | 98.4 |
(1) 熱粘性參數選擇
沿驗證材料的縱向方向隨機裁制寬15 mm,長35 cm的試樣45條。設置儀器的密封持續時間為1 s,設置儀器的密封壓力為29 N/cm2,設置儀器的延遲時間為100 ms,夾具的分離速度設置為1500 mm/min(儀器設備固定值)。設置起始密封溫度為125 ℃,將試樣的密封面向上,夾持在熱粘拉力試驗儀上,進行熱粘強度的測試,做5次平行試驗。隨後每隔2.5 ℃做一組試驗,直至152.5 ℃熱粘強度明顯下降時為止,每個密封溫度均做5次平行試驗。
(2) 熱封參數選擇
沿材料的縱向方向隨機裁制長15 cm、寬7.5 cm的試樣44片。在熱封試驗儀上設置持續時間為1 s,在熱封試驗儀上設置熱封壓力為290 kPa,設置初始熱封溫度為95 ℃,隨機取出2片試樣疊放,熱封面相對,熱封刀平行於試樣的橫向進行熱封。隨後每昇高5 ℃,按照上述方法對隨機抽取的試樣進行熱封,直至熱封溫度為200 ℃試樣嚴重變形為止。沿試樣的縱向方向,分別將每個熱封後的試樣裁剪成寬15 mm的試樣條5條。
將試樣條放在(23±2) ℃,相對濕度(50±5) %條件下調節至少24 h後,分別測試每個溫度下試樣條的熱封強度,拉力試驗機的夾具初始間距設置為5 cm,移動速度設置為300 mm/min。
2. 結果與討論
2.1 最佳熱粘強度下熱封參數的選擇
各溫度下的試驗結果如表2所示。
表2 不同溫度下試樣的熱粘強度
試驗溫度 (℃) | 熱粘強度(N/15mm) |
1 | 2 | 3 | 4 | 5 | 平均值 | 標准偏差 |
125 | 0.60 | 0.75 | 0.60 | 0.90 | 0.75 | 0.72 | 0.13 |
127.5 | 1.80 | 2.10 | 1.65 | 1.65 | 1.95 | 1.83 | 0.20 |
130 | 2.85 | 3.00 | 2.85 | 2.85 | 2.85 | 2.88 | 0.067 |
132.5 | 3.30 | 3.30 | 3.60 | 3.45 | 3.45 | 3.42 | 0.13 |
135 | 4.20 | 4.05 | 4.65 | 4.35 | 4.20 | 4.29 | 0.23 |
137.5 | 4.65 | 4.65 | 5.10 | 4.65 | 4.65 | 4.74 | 0.20 |
138.5 | 4.95 | 4.95 | 4.80 | 4.50 | 4.65 | 4.77 | 0.20 |
140 | 4.05 | 4.20 | 4.65 | 3.90 | 4.20 | 4.20 | 0.28 |
142.5 | 4.05 | 4.05 | 4.20 | 4.20 | 4.35 | 4.17 | 0.13 |
145 | 3.75 | 3.60 | 3.45 | 3.90 | 3.15 | 3.57 | 0.29 |
147.5 | 1.65 | 1.65 | 1.65 | 1.65 | 1.50 | 1.62 | 0.070 |
150 | 1.20 | 1.80 | 1.80 | 1.65 | 1.20 | 1.53 | 0.31 |
152.5 | 1.35 | 1.50 | 1.50 | 1.50 | 1.20 | 1.41 | 0.13 |
根據表2中數據,繪制試樣的熱粘曲線如圖1所示。
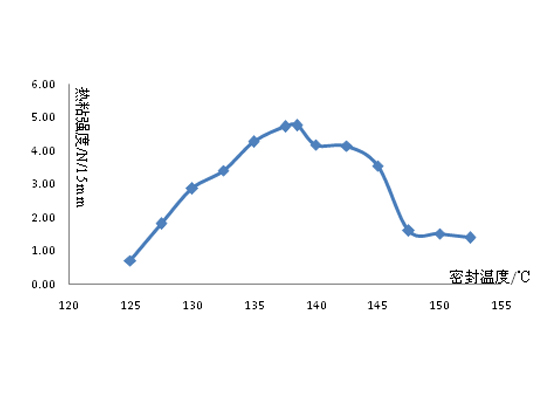
圖1 熱粘曲線圖
上述表2及圖1中的數據顯示,在125 ℃ ~ 138.5 ℃溫度范圍內,熱粘強度隨著密封溫度的增加而增加,溫度超過138.5 ℃後,繼續增加密封溫度,熱粘強度降低。為了確保試樣具有足夠的熱粘強度,試樣的密封溫度應控制在135 ℃ ~ 140 ℃之間。
由於PA/LDPE材料厚度及剝離強度的不均勻性,導致試樣在同樣的密封溫度下熱粘強度存在一定偏差,但該偏差仍處於規定范圍內。從試驗現象發現,當試樣的密封溫度低於132.5 ℃時,發生粘合劑破壞,密封區完全剝開,密封溫度為135 ℃ ~ 142.5 ℃時,發生分層破壞,密封區完全剝開,密封溫度145 ℃ ~ 147.5 ℃時,發生分層破壞和部分內聚性破壞,密封區完全分開,密封溫度150 ℃ ~ 152.5 ℃時,發生內聚性破壞,密封區未完全剝開。因此,為了防止熱態密封區在包裝過程中發生破壞,材料的密封溫度應大於132.5 ℃。綜合上述分析可知,驗證材料PA/LDPE的最佳密封溫度范圍為135 ℃ ~ 145 ℃。
2.2 最佳熱封強度下熱封參數的選擇
從熱封後熱封區形態可以看出,隨著熱封溫度的昇高,試樣熱封區的平整性逐漸變差,到155 ℃時熱封邊出現明顯變形,200 ℃時熱封邊皺縮變形嚴重。因此,從包裝的美觀角度出發,熱封溫度應控制在155 ℃以下。
測試熱封強度後,隨著熱封溫度的增加,熱封區的破壞形式由熱封界面完全剝開逐漸演變為熱封界面部分剝開、試樣拉伸後遠離熱封處斷裂、試樣拉伸後熱封根部斷裂。當破壞形式為熱封根部斷裂時,在包裝的儲存、運輸過程中,熱封口處易發生破袋,由一系列試驗現象可知,材料的熱封溫度應控制在200 ℃以下。
試驗測得不同溫度下試樣的熱封強度數據如表3中所示。
表3 不同溫度下的熱封強度
試驗溫度 (℃) | 熱封強度(N/15mm) |
1 | 2 | 3 | 4 | 5 | 平均值 | 標准偏差 |
95 | 0.039 | 0.042 | 0.037 | 0.038 | 0.04 | 0.039 | 0.0019 |
100 | 0.089 | 0.08 | 0.089 | 0.083 | 0.084 | 0.085 | 0.0039 |
105 | 0.12 | 0.12 | 0.12 | 0.13 | 0.12 | 0.12 | 0.0045 |
110 | 0.23 | 0.21 | 0.21 | 0.21 | 0.24 | 0.22 | 0.014 |
115 | 0.44 | 0.39 | 0.44 | 0.42 | 0.48 | 0.43 | 0.033 |
120 | 3.92 | 4.16 | 4.06 | 3.83 | 3.95 | 3.98 | 0.13 |
125 | 17.99 | 20.01 | 17.58 | 19.97 | 20.47 | 19.20 | 1.32 |
130 | 47.58 | 47.52 | 47.92 | 47.33 | 47.43 | 47.56 | 0.22 |
135 | 65.86 | 67.87 | 67.15 | 63.83 | 67.75 | 66.49 | 1.69 |
140 | 63.73 | 62.63 | 61.15 | 63.98 | 62.65 | 62.83 | 1.12 |
145 | 68.73 | 65.47 | 66.33 | 68.26 | 67.21 | 67.20 | 1.34 |
150 | 56.06 | 54.94 | 54.12 | 53.20 | 55.48 | 54.76 | 1.13 |
155 | 61.72 | 62.84 | 59.54 | 62.36 | 59.44 | 61.18 | 1.59 |
160 | 57.07 | 58.58 | 58.36 | 58.26 | 59.96 | 58.45 | 1.03 |
165 | 63.66 | 60.76 | 59.33 | 60.65 | 59.64 | 60.81 | 1.71 |
170 | 74.58 | 75.50 | 78.82 | 78.36 | 76.98 | 76.85 | 1.81 |
175 | 78.46 | 75.96 | 77.06 | 78.38 | 76.87 | 77.35 | 1.07 |
180 | 73.38 | 71.36 | 70.73 | 74.09 | 72.19 | 72.35 | 1.39 |
185 | 61.06 | 63.99 | 64.34 | 64.59 | 65.59 | 63.91 | 1.70 |
190 | 69.20 | 69.23 | 69.07 | 73.24 | 71.56 | 70.46 | 1.87 |
195 | 65.20 | 69.05 | 66.97 | 64.35 | 65.62 | 66.24 | 1.83 |
200 | 63.72 | 62.25 | 59.61 | 60.21 | 63.70 | 61.90 | 1.92 |
根據表3中數據繪制熱封曲線如圖2所示。
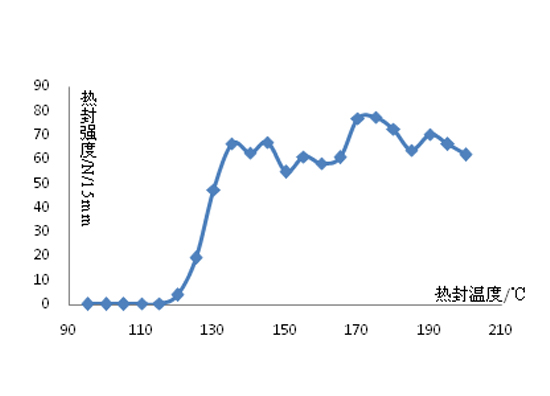
圖2 熱封曲線圖
分析表3和圖2中的試驗數據可知,熱封溫度在95 ℃ ~ 135 ℃范圍內時,隨著熱封溫度的昇高,試樣的熱封強度呈上昇趨勢,當熱封溫度超過135 ℃時,隨著熱封溫度的昇高,熱封強度變化幅度較小,出現波動。因此,為了保證材料具有足夠的熱封強度,應將熱封溫度控制在135 ℃以上。
另外,同一溫度下試樣的熱封強度存在一定偏差,但仍處於規定范圍內,試樣厚度的波動是造成熱封強度存在偏差的原因之一。綜合上述分析可知,驗證材料PA/LDPE的最佳熱封溫度范圍為135 ℃ ~ 150 ℃。
3. 結論
為獲得PA/LDPE良好的熱粘強度和熱封強度,在熱封設備穩定的情況下,熱封試驗儀上設置持續時間為1 s,熱封壓力為290 kPa(即29 N/cm2),經過系列試驗選擇出最佳的熱封范圍為135 ~ 145 ℃。較低或較高的熱封溫度會引起熱粘強度或熱封強度數值異常,熱封區開口或根部斷裂,導致包裝破裂。從上述試驗數據及現象可知,該研究可得到穩定而連續的試驗結果,試驗數據可靠,重復性好,可真實反映試樣的熱粘性能和熱封性能。
參考文獻
[1] 王東昇, 郭永健, 母軍. PET/PE復合材料最佳熱封工藝參數研究[J]. 包裝工程, 2012, 33(19): 72-74.
[2] 黃川華. 聚乙烯薄膜熱封性能研究[J]. 塑料包裝, 2008, 18(4): 46-49.
[3] 趙漫漫, 盧立新. 熱封溫度對PET/Al/PE包裝膜熱封性能的影響[J]. 合成樹脂及塑料, 2008, 25(1): 57-61.
[4] 唐建光. 熱封質量分析和制袋工藝條件[J]. 包裝世界, 2003, (2): 47-50.
[5] 申素華. 復合膜熱封強度的因素分析[J]. 印刷技術, 2002, 7(2): 46-47.