| 摘要 |
本文詳細介紹了提高材料的阻隔性的常用方法,並針對復合膜的透氣性測試特點指出在測試時應注意的問題以及相應的改善方法。 |
| 關鍵詞
|
高阻隔,復合,復合膜,共混,邊緣泄漏
|
| 文檔 |
文檔下載 |
許多高阻隔性材料在單獨使用時都會存在一些缺點,如價格昂貴、阻隔性能對水敏感、透明性差、以及制膜後機械強度低等。盡管高阻隔性材料的使用是近幾年加速薄膜應用發展的主要原因之一,但是要取代傳統的高阻隔性材料(如金屬、玻璃)必須有效地控制它的制造成本並加強它的機械強度。將高阻隔性材料作為多層復合膜中的一層,其它層材料的保護可有效提高它的適用性,並降低了整體的制造成本。
1、復合膜
復合膜是指由各種塑料與紙、金屬或其它材料通過層合擠出貼面、共擠塑等工藝技術將基材結合在一起而形成的多層結構的膜。復合膜的性能可以通過改變基材的種類和層合的數量來調節,如:防潮、隔氧、保香、避光、機械性能優良、易成型、易熱封、易印刷,而且通過選擇合理的材料結構,可以節省材料,降低包裝成本。
2、復合膜的阻隔性
塑料包裝材料常用兩種方式提高氣體阻隔性。
一種是將多種材料(多作為內層或外層材料使用,如圖 1中的1、3層材料,它們在機械強度、熱封性能、摩擦性能等方面往往有著優異的表現)與高阻隔性材料共擠出,或是將高阻隔性材料涂覆到基膜上等方法制成多層結構的復合膜。復合工藝包括乾法復合、擠出復合、共擠出復合、無溶劑復合,此外還有涂布、真空蒸鍍等方法。通過這種方式制得的復合膜一般可以有效提高材料的阻隔性。
通常在使用這種復合膜時總是選擇使氣體的滲透方向與材料的復合結構相垂直(參見圖 1),這樣的使用方式可以使材料表現出較優的阻隔性。由於各層薄膜的溶解度系數S以及擴散系數D的不同、以及復合工藝的不同,對復合膜的阻隔性能夠產生一定的影響,但總體說來復合膜的滲透性主要是受到其中阻隔性能最好的一層材料(阻隔層,選用高阻隔性材料)的阻隔性以及厚度的影響和制約。有些文獻給出了一些用於計算復合膜滲透系數的公式,但復合膜的實際氣體阻隔性參數還是需要通過透氣性測試設備進行測試,因為各層材料本身的情況以及整體的復合情況總不像理論模型那樣理想。一般,復合膜的滲透系數會大於阻隔層材料的滲透系數,數值的大小主要取決於在復合膜中阻隔層的實際厚度,以及佔整體厚度的百分比。
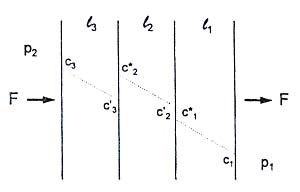
圖 1. 滲透通過平面多層結構
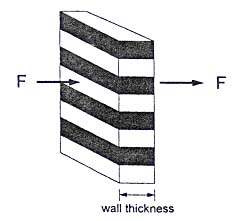
圖 2. 滲透通過平行結構
但是如果氣體的滲透方向與復合結構相平行(參見圖 2),那得到的阻隔性就是各種復合方法中最差的,遵循以下公式:

式中φ是每種聚合物的體積分數。不過在復合膜的使用上,這種情況還是很少出現的。
另一種提高材料氣體阻隔性的方式是向其中摻入高阻隔性材料,即將兩種聚合物混合、或是向其中增加添加劑等。通過將高阻隔性材料的粒子與薄膜材料共混,可以增加氣體滲透的路徑,這樣就提高了材料的阻隔性。填充物的形狀、縱橫比(aspect ratio)以及填充物與聚合物之間的粘合好壞都能影響氣體阻隔性的效果。而且當填充物與聚合物之間的粘合情況不好的時候,可以預見材料的阻隔性將會降低,因為通過粘合界面的微孔可以進行擴散。
復合和共混最終對提高材料的阻隔性所起到的效果也有所差別,可以參見圖 3,其中A是復合方式,而B、C是混合方式。從圖3中可以看出,通過復合方式,僅使用較少的高阻隔性材料就可以明顯提高整體的阻隔效果,而要達到相同的效果,使用混合的方式往往需要使用大量的高阻隔性材料。
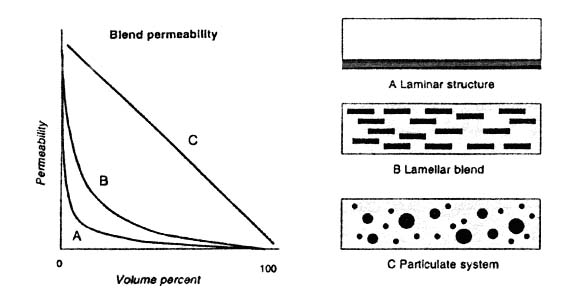
圖 3. 比較不同的混摻方式會有不同的阻氣程度
3、復合膜的透氣性測試
復合膜的透氣性測試是它的一項重要測試項目,也是檢測復合膜在包裝特定物品時結構是否合理、是否存在材料浪費的主要判斷依據,是包裝設計、材料選擇中重要的一環。
與檢測單層膜(包括共混材料)不同的是,由於復合膜的多層結構使得它的層面可能會排出或是吸入氣體,乾擾試驗結果。由於周圍環境中的氣體成分含量與一般的大氣幾乎相同,因此如果試樣的邊緣未進行密封處理的話,就會成為整個測試系統的一個泄漏點,不但影響測試數據的准確性,而且也增大了周圍環境波動對試驗的影響。阻隔性試驗是一個對測試環境比較敏感的微觀試驗,而這一點在多層復合膜中表現的更加明顯,可以參見表 1。
表 1. 試驗數據對比
試樣 | A | B |
試樣描述 | PE牛奶膜,105μm | 共擠膜, 70μm |
試驗狀態 | 邊緣密封 | 邊緣不密封 | 邊緣密封 | 邊緣不密封 |
O2 GTR | 977.786 | 1268.84 | 1.04 | 1.676 |
986.045 | 1208.35 | 1.04 | 1.694 |
999.079 | 1165.64 | / | 1.743 |
O2 GTR ( mean ) | 987.637 | 1214.28 | 1.04 | 1.704 |
S | 10.735 | 51.85 | 0 | 0.035 |
CV% | 1.087 | 4.270 | 0 | 2.035 |
測試溫度℃ | 23℃ | 24℃ | 24℃ | 24℃ |
從表 1中提供的數據不難看出,對於多層復合膜A和B,在試驗時是否進行試樣的邊緣密封對整個試驗的結果以及數據的穩定性都有很大的影響,試樣A在不進行邊緣密封後,測試數據增加了23%,而測試數據的波動也擴大了約3%;對於試樣B影響則更加明顯。
為了消除邊緣泄漏對試驗結果的影響,進行薄膜的阻隔性測試時需要對材料的邊緣進行嚴密的密封,如放樣時在測試下腔的非滲透區域涂抹真空酯,在試樣外圍增加密封圈等,以最大限度的減小試樣的邊緣泄漏。